Company News
News Center
2026.06.13
HERO Intelligent Benchmark Case: Annual Savings of 134 Million Yuan! Comprehensive Warehouse Upgrades for a Leading Brewery
HERO Intelligence collaborated with a leading domestic beer benchmark enterprise to tailor a comprehensive smart warehousing transformation solution, facilitating the company's full-scale upgrade of its warehousing system. The factory was established in 1993 and, in 2018, invested 2.3 billion yuan to build a modern production base with an annual capacity of 600,000 tons, achieving over 80% market share in the local market. The company operates a nationally unique high-end beer R&D base and has been recognized as a national green factory for its outstanding resource recycling capabilities, solidifying its position as a top-tier player in the beer industry.
With the continuous expansion of corporate production capacity, the drawbacks of traditional warehousing gradually become apparent: low efficiency and high error rates in manual operations; crude warehouse management, making it difficult to standardize raw material quality; disconnected systems forming information silos that constrain management and decision-making; furthermore, it struggles to meet the flexible production demands of craft brewing, which require multiple varieties, small batches, and fast turnover.

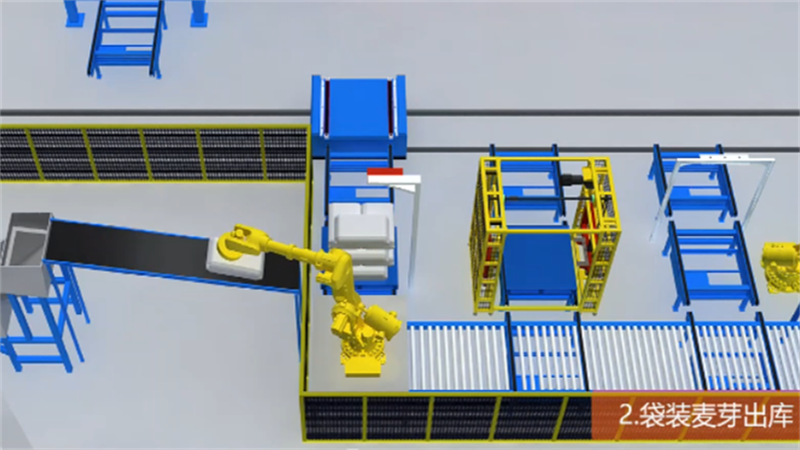
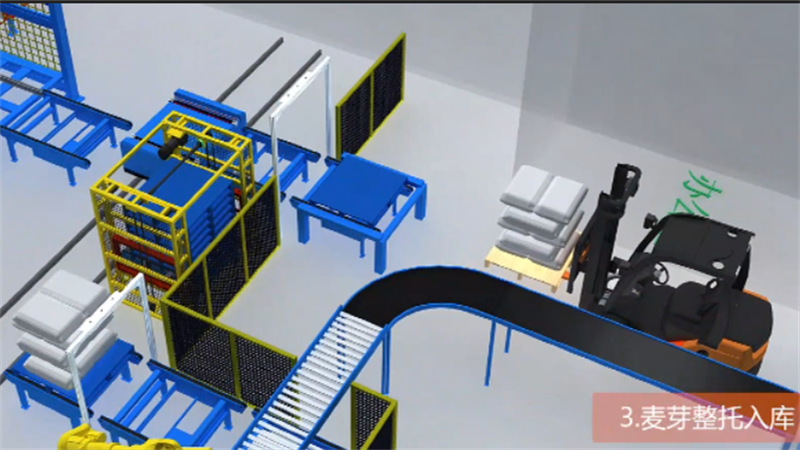
To completely address the aforementioned pain points, this smart warehousing project plans for 536 storage slots and the full deployment of intelligent logistics equipment, including four-way shuttles, telescopic belt conveyors, centrifugal unpacking machines, RGVs, elevators, palletizing and depalletizing machines, material shaping machines, palletizing and depalletizing robots, and smart conveying lines, building a highly automated, digitalized, and intelligent warehousing system.
Project Highlights:
1. Full-process automated operation: Achieve complete automation in malt warehousing, storage, and outbound processes, eliminating reliance on manual labor and enhancing warehouse turnover efficiency.
2. Outstanding comprehensive benefits: Full optimization of manpower, production capacity, and decision-making efficiency, saving 134 million yuan in operating costs annually.
Interoperable and Traceable Data: Achieve end-to-end data connectivity, enabling full traceability of raw materials through barcode and RFID technologies, and implement one-item-one-code digital management.
With the continuous expansion of corporate production capacity, the drawbacks of traditional warehousing gradually become apparent: low efficiency and high error rates in manual operations; crude warehouse management, making it difficult to standardize raw material quality; disconnected systems forming information silos that constrain management and decision-making; furthermore, it struggles to meet the flexible production demands of craft brewing, which require multiple varieties, small batches, and fast turnover.
To completely address the aforementioned pain points, this smart warehousing project plans for 536 storage slots and the full deployment of intelligent logistics equipment, including four-way shuttles, telescopic belt conveyors, centrifugal unpacking machines, RGVs, elevators, palletizing and depalletizing machines, material shaping machines, palletizing and depalletizing robots, and smart conveying lines, building a highly automated, digitalized, and intelligent warehousing system.
Project Highlights:
1. Full-process automated operation: Achieve complete automation in malt warehousing, storage, and outbound processes, eliminating reliance on manual labor and enhancing warehouse turnover efficiency.
2. Outstanding comprehensive benefits: Full optimization of manpower, production capacity, and decision-making efficiency, saving 134 million yuan in operating costs annually.
Interoperable and Traceable Data: Achieve end-to-end data connectivity, enabling full traceability of raw materials through barcode and RFID technologies, and implement one-item-one-code digital management.
- Prev9-Ton Heavy-Duty High-Temperature Resistance! Hangrui Intelligent Sand Core Automated Warehouse Project Real-World Case Study
- NextHERO Intelligence has tailored an intelligent logistics distribution center in India for a well-known bearing enterprise, helping to upgrade its warehousing and logistics intelligence